Last Saturday I missed welding class since I was in Minnesota for Jen’s Volleyball tournament. I had just started in TIG (GTAW or Gas Tungsten Arc Welding) and I was anxious to get back to it and finish my last two exercises. Two weeks ago I had finished the simple exercise of laying down plain stringer beads with no filler and I still needed to complete the stringer with filler and the dreaded butt joint.
I grabbed a booth as soon as I got to class and requested the necessary parts from the instructor to setup my machine. Once you start TIG our instructor gives you a Ziploc bag that must be turned in at the end of the day. The bag contains the tungsten rod, gas diffuser, cup and Colette that attach to the welding torch that we use.

I setup the torch, turned on my gas supply (Argon Gas), turned on the TIG Machine hit the foot pedal to test the gas settings and was just about ready to go. That is when the fun (sarcasm) started.

One of my class mates Bill, wanted to share the booth with me which I agreed to. We had both started the class in January as lab partners and had gotten along very well. We were both able to look at each others work and make constructive suggestions for improvement. So he brought his helmet, gloves, Ziploc etc into the booth and sat down to get started. Just then my instructor Ted came up and asked me to move to another booth thinking we could get more done if we did not have to split time on the machine. I reluctantly agreed and moved to the only other open TIG booth. Little did he know that move would waste so much more time than it would save.
The first issue was this booth had one of if not the oldest TIG machines in the lab. Every thing was manual on the box which is great if this is the welder you have in your shop and you need to weld on all different types of metals and most importantly, you have experience with this particular machine and know all the settings.
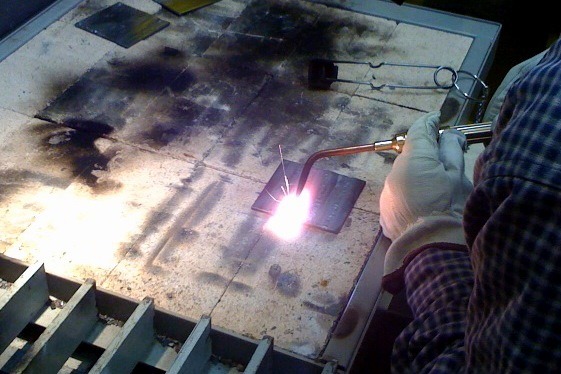
Ted said he would set it up for me and all I had to do was setup the torch and adjust the gas. I went down to the original booth, got my gear and proceeded to setup the torch. Right off the bat things did not look good. There are threads on the heat side of the torch where you screw in a nozzle that allows the shielding gas to surround the Tungsten rod protecting it from  contamination by oxygen as you weld. Some of the threads were cracked off but not enough to impact the gas flow, or so I thought. I assembled the torch, set my Argon gas flow, turned on the welder and hit the pedal (starts the flow of gas and controls the amperage of electrical current) and all looked good. I put on my gloves, placed my 2” x 4” steel plate on the welding surface, put on my helmet and got into position to start a bead on the steel surface. I hit the pedal and….nothing. I backed ff the pedal and tried again. Still nothing. I tried again and this time I waited almost 10 seconds and finally the arc started, but the arc was not small and precise, it was all over the place and very sloppy.
contamination by oxygen as you weld. Some of the threads were cracked off but not enough to impact the gas flow, or so I thought. I assembled the torch, set my Argon gas flow, turned on the welder and hit the pedal (starts the flow of gas and controls the amperage of electrical current) and all looked good. I put on my gloves, placed my 2” x 4” steel plate on the welding surface, put on my helmet and got into position to start a bead on the steel surface. I hit the pedal and….nothing. I backed ff the pedal and tried again. Still nothing. I tried again and this time I waited almost 10 seconds and finally the arc started, but the arc was not small and precise, it was all over the place and very sloppy.
The TIG arc should be very fine and precise if you have all your equipment tuned in correctly so I knew something was wrong with the machine. After all, it could not be me right?
I turned everything off, disassembled the torch and asked Ted to come take a look. I expressed my concern about the wear on the torch assembly and he agreed that this would impact gas flow and on closer inspection discovered there was a part part missing inside.
We spent the next 45 minutes removing the old torch and refitting a new one. I took an extended period of time because TIG torches are water cooled and when you remove the water hose from the welding machine there is water leakage so I had to clean the floor to a completely dry state so as to not risk electrical shock when I fired it up again. The 12 foot torch cables (water, positive electric and negative electric) are also housed in a rubberized/Velcro type sheath so we had to take that off the old torch and fit it on to the new one.
Pain in the butt right? Well the upside is I got hands on changing out a torch instead of just reading about it which non of the other students had a chance to do. I like to try and find positives in most any situation and this was a prime example.
So once again I repeated my checklist to fire up the machine and start welding. The arc was a little smaller but I still noticed that it was dancing all over the metal and it started to pulse on and off. The arc should be a nice steady and quite blue glow almost mesmerizing. Something was still wrong. I checked the settings on the machine and called Ted over. We both noticed the major issue almost immediately. The machine was set for AC instead of DC. What the heck? So the person who was previously in the booth was probably welding aluminum and had not set the machine back to DC as they are supposed to do when they are done for the day. I joked with Ted that this is the last time I trust him to setup the machine himself without me checking his work and he responded with a sly smile that he did it on purpose to see if I was paying attention.
We only have two hours in the lab next Saturday and then we take the final that same day to complete the class. I have three exercises still to complete and had hoped to knock out two labs today and have only one to do next week before the final.
But hope will only get you so far as all the equipment issues were making the 4 hour class disappear faster than I wanted. Even after all the repair and checking the machine was still not kicking in when I pressed the pedal so I decide not to mess around and I jumped back into my original booth with Bill. He agreed to let me share time with him and we at least had the advantage of two tungsten rods to share.
Tungsten rods can become contaminated pretty easy if you are not careful to keep them out of contact with your molten metal pool especially if you are using filler rods to add to you weld. If the rod becomes contaminated, you need to stop shut off the power, remove the rod, grind off the contaminate then use a special tungsten grinder to clean it even more and shape it to a fine tip. By having two rods, we could quickly switch out one rod and keep working while the other lab partner went to remove the contaminate. We could switch off as many times as we needed and save at least a little time.
As soon I fired up his machine sat down to do my first test bead all was right with the world. The torch immediately produced a small, quiet, beautiful blue pointed heat source. I moved effortlessly across the steel surface and produced smooth concentric circles across the length of the surface. I was back in the grove and fired up to complete at least one task today. I let Bill jump back on to work on his task while I went to clean a few pieces of metal for my butt joint lab.
I mentioned that tungsten rods can easily become contaminated so you must be careful to have a clean metal surface before you even start welding on it. In our class we use a sandblaster to prep the surface of our steel coupons (the 2”x”4 metal pieces) before we start welding on them. This extra step unfortunately adds quite a bit of time to our day as only one student at a time can use the small enclosure to clean parts and the machine has a pressure problem so what should take 2-3 minutes can take 7-10, per piece. Picture a scientist working with dangerous materials where the but their hands into two openings outside a glass windows. the openings feed into rubber gloves and give you access to a spray nozzle that shoots out the compressed stream of sand. One of you hands controls the nozzle gun and the other hand holds whatever you are blasting. Although the sand will scour the metal surface it just bounces off the heavy rubber gloves and leaves them unharmed.

I was able to finish the butt joint after just a few tries of getting the gap right. The gap is the distance between the two pieces of metal and it must be great enough to allow total penetration (the metal from the two pieces melts together and flows into the gap all the way through) but not so great as to cause the edges of both pieces to melt away and not bond.
The day could have gone better but in the end I learned more about overcoming problems with TIG than I had anticipated. Next Saturday, the final.

 thing I felt better about and I don’t know if the family noticed, but it was very obvious to me the I had a smile on my face a bit more often. The act of writing was helping me express whatever creative stuff was trying to ooze from the right side of my brain and I feel better on the days that I do write.
thing I felt better about and I don’t know if the family noticed, but it was very obvious to me the I had a smile on my face a bit more often. The act of writing was helping me express whatever creative stuff was trying to ooze from the right side of my brain and I feel better on the days that I do write. 







 Today we were introduced to Shielded Metal Arc Welding. The first two and a half hours of class were concepts and video demos while the second hour and a half was actual hands on practice time. The flow of this new process took a little getting used to compared to last weeks Oxy process. SMAW requires a consumable metal rod instead of just a flame from a torch. With Oxy you just need to worry about keeping the flame the correct distance as you move across the work. With SMAW, the rod is used up (deposited) onto the work surface, so your hand(s) are getting closer and closer to the work as you use up your rod. It took a little getting used to but after about 30 minutes I was comfortable moving left to right (I am right handed) while constantly getting closer to the work surface while keeping the arc (electric spark or heat source) 1/8 to 1/4 inch from the work.
Today we were introduced to Shielded Metal Arc Welding. The first two and a half hours of class were concepts and video demos while the second hour and a half was actual hands on practice time. The flow of this new process took a little getting used to compared to last weeks Oxy process. SMAW requires a consumable metal rod instead of just a flame from a torch. With Oxy you just need to worry about keeping the flame the correct distance as you move across the work. With SMAW, the rod is used up (deposited) onto the work surface, so your hand(s) are getting closer and closer to the work as you use up your rod. It took a little getting used to but after about 30 minutes I was comfortable moving left to right (I am right handed) while constantly getting closer to the work surface while keeping the arc (electric spark or heat source) 1/8 to 1/4 inch from the work.


{kind=link}
{kind=link}